Mboş mil :MMalzeme, C içeriği %0,48 ila %0,56, Si içeriği %0,17 ila %0,37, Mn içeriği %0,7 ila %1,0, S içeriği %0,035'ten az, P içeriği değişen 50Mn yüksek kaliteli karbon yapı çeliğidir. %0,035'ten az ve Cr içeriği %0,25'ten az ila %0,30 arasında, Ni içeriği %0,30'dan az ve Cu içeriği %0,25'ten az. Bunların arasında Mn, alaşımlı çelikte önemli bir elementtir. malzemenin sünekliğini ve plastisitesini geliştirebilir, yeterli tokluk ve aşınma direnci sağlayabilir.Isıl işlemden sonra, 50Mn çeliği yüksek mukavemet ve sertliğe, mükemmel penetrasyona, derin sertleşme tabakasına ve ince perlit dokusuna ve iyi mekanik performansa sahiptir.
Ana şaft için tasarım standartları, 2 ila 7 mm sertleştirme tabakası derinliği ve 50 ila 62 HRC temperleme sertliği gerektirir.
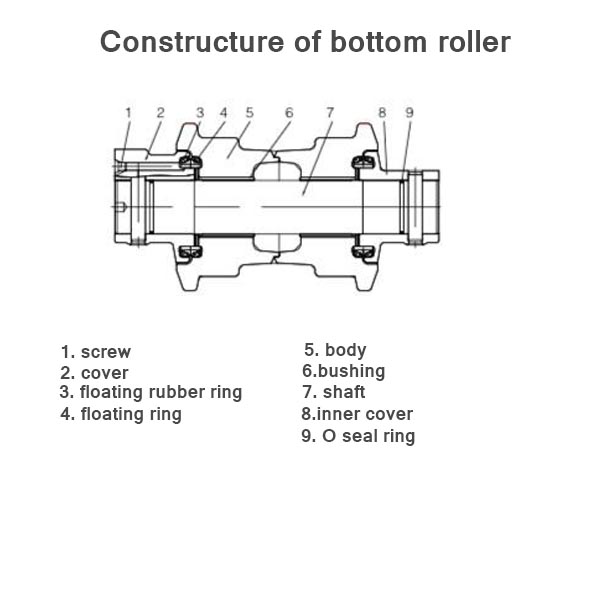
Vücut :Aşınma direncini artırmak içintraf silindiri's gövde, malzeme 40Mn2 alaşımlı yapı çeliğidir, C içeriği %0,37 ila %0,44, Si içeriği %0,17 ila %0,37, Mn içeriği %1,4 ila %1,8, P içeriği %0,030'dan az ve S içeriği aralıklıdır %0,030'dan az.
bu alt silindirgövde bir dövme işlemiyle kalıplanır. Kalıplamadan sonra, kaba tekerlek gövdesi, tekerlek gövdesi içinde yüksek mukavemet, plastisite, tokluk ve genel mekanik performansı korumak için 26-32HRC sertliğe ulaşacak şekilde temperlenir.Tekerlek gövdesi yüzeyi, destek tekerlek rayı yüzeyinin sertliğini ve aşınma direncini artırmak için söndürme işlemine tabi tutulur. Söndürme sertliği 50-58HRC'dir ve derinliği 6-12 mm'dir.Bu, ray yüzey sertliği ile zincir baklası bağlantı sertliği (48-58HRC) arasında temel bir benzerlik ile sonuçlanır.
Fok:Boyut ve yüzey pürüzlülüğüO-ringtasarım gerekliliklerine uygun olmalıdır. Eşleşen yüzey yuvarlatılmalı, çapak ve keskin kenarlar temizlenmelidir.
Yüzer conta kauçuğu ve O-yüzükkaliteli bütil kauçuktan seçilmelidir. İç çap, diş ölçüsü, elastikiyet, sertlik (Shore) ve yüzey kalitesi standartlara uygun olmalıdır.Montajdan önce, yukarıdaki öğelerin tümü, kurulumdan önce yukarıdaki standartlara göre incelenmeli ve kalifiye edilmelidir.
Açıklık :Aks ana ekseni ile poyra yatağı arasındaki boşlukrulmangövde 0.2-0.4 mm olmalıdır.Dönerken herhangi bir engelleme olmamalıdır.sorunve iyi sızdırmazlık performansı, yağ sızıntısı yok.
Yağlama :İçindeki yatak yağıpalet rulosur yağ pompası kullanılarak enjekte edilmelidir. Gerektiğinde yağlama yağı viskozitesi uygun şekilde arttırılabilir.Rulman yağı enjekte edilmeden önce eski yağ boşaltılmalıdır.Daha sonra yağ tapası deliğine yağ dışarı akana kadar yeni yağlayıcı ilave edilmelidir.Yağlama yağı enjekte edilirken poyra kapağı vidası çıkarılmalı ve yağlama aparatının yağlama ucu yağ kanalındaki omuza bastırılmalıdır. Yağ tapasının sıkma torku 157-255 Nm arasında kontrol edilmelidir.
Gönderim zamanı: Nis-05-2023



